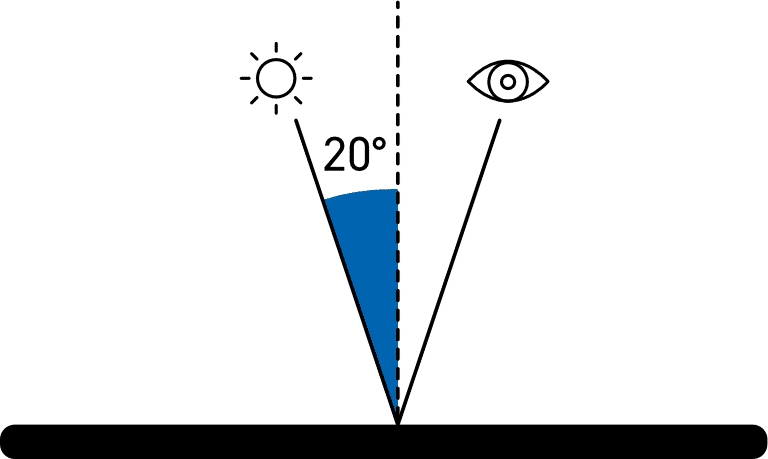
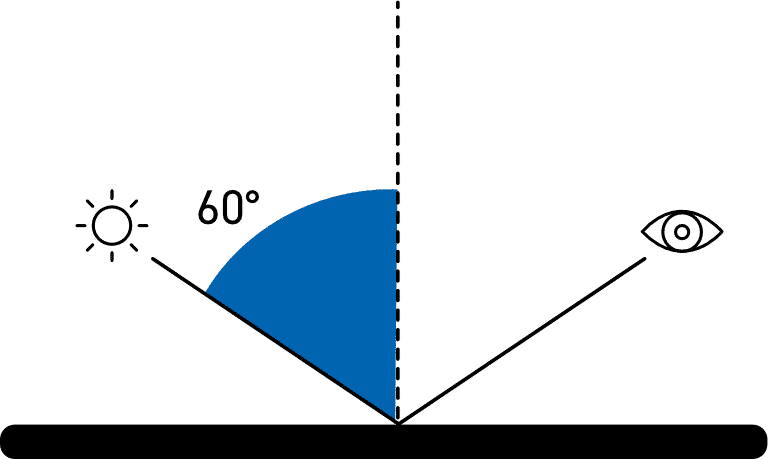
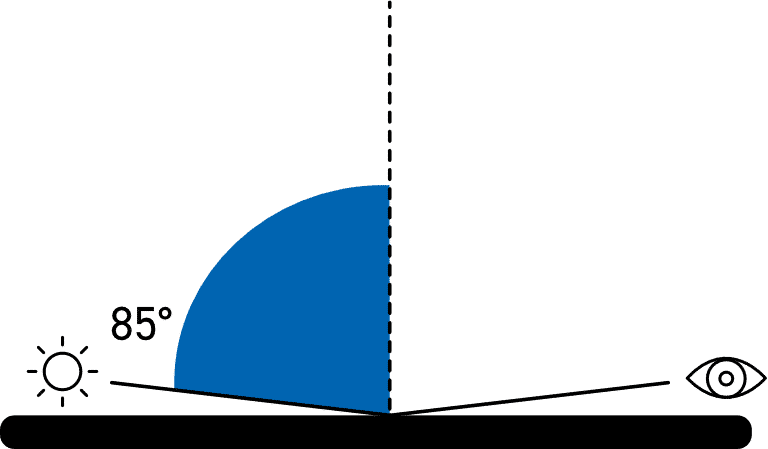
Viele Branchen haben die Geometrie 20/60/85º entsprechend der Spezifikation in ISO2813/ ASTM D523 übernommen. Die nachfolgende Tabelle enthält weitere Informationen zu bestimmten Branchen bzw. Anwendungsbereichen und den jeweiligen Industriestandards.
Allgemeine Glanzmessung
ASTM D523 1999 (USA)
Prüfmethode für Spiegelglanz
Der ASTM-Hauptstandard für Spiegelglanz. Sehr ähnlich zu ISO 2813
ASTM D3928 1998 (USA)
Prüfmethode zur Beurteilung der Einheitlichkeit von Glanz oder Schimmer
ASTM D4039 1999 (USA)
Prüfmethode für Glanzschleier auf Hochglanzoberflächen
ASTM D4449 1999 (USA)
Prüfmethode zur visuellen Beurteilung von Glanzunterschieden bei Oberflächen mit ähnlichem Erscheinungsbild
ASTM D5767 1999 (USA)
Prüfmethode zur instrumentellen Messung des Bildschärfeglanzes von Überzugsoberflächen
ASTM E430 1997 (USA)
Prüfmethode zur Messung von Glanz auf Hochglanzoberflächen durch Goniophotometrie
MFT 30-064 (Südafrika)
Lokale Version von ASTM D523
JIS Z8741 1997 (JAPAN)
Messmethode für Spiegelglanz
Farben und Lacke
IS0 2813 1994 (International)
Beschichtungsstoffe – Bestimmung des Glanzwertes von nichtmetallischen Farbfilmen unter 20°, 60° und 85°
Der ISO-Hauptstandard für Spiegelglanz. Sehr ähnlich zu ASTM D523
Die folgenden Kalibrierstandards sind in technischer Hinsicht ähnlich zu ISO 2813:
BS 3900: Part D5 1995 (UK)
Prüfverfahren für Anstrichstoffe – optische Prüfungen auf Farbfilmen – Messung des Spiegelglanzes von nichtmetallischen Farbfilmen unter 20°, 60° und 85°
DIN 67530 1982 (Deutschland)
Reflektometer als Hilfsmittel zur Glanzbeurteilung an ebenen Anstrich- und Kunststoff-Oberflächen
NFT 30-064 1999 (Frankreich)
Anstrichstoffe – Messung des Spiegelglanzes
unter 20°, 60° und 85°
AS 1580 MTD 602.2 1996 (Australien)
Anstrichstoffe und verwandte Materialien, Prüfmethoden – Einführung und Auflistung der Methoden.
JIS Z8741 1997 (Japan)
Spiegelglanz– Messmethode
SS 18 41 84 1982 (Schweden)
Beschichtungsstoffe – Messung des Glanzwertes von nichtmetallischen Farbfilmen unter 20°, 60° und 85°
Kunststoffe
BS 2782: Pt 5, Method 520A 1992
Verfahren für die Kunststoffprüfung – optische und Farbeigenschaften, Verwitterung – Bestimmung des Glanzwertes
Ähnlich zu ISO 2813
ASTM D2457 1990
Prüfung des Spiegelglanzes von Kunststofffolien und massiven Kunststoffteilen
Spezifiziert den Hauptstandard als perfekten Spiegel mit einem definierten Glanzwert von 1000. 20°, 60° und 45°; die 45°-Methode entspricht ASTM C346 für Keramik.
Metalle
BS6161: Part 12 1987
Prüfmethoden für anodisch erzeugte Oxidschichten auf Aluminium und Aluminiumlegierungen -– Messung der Glanzreflexion und des Spiegelglanzes bei Winkeln von 20°, 45°, 60° oder 85°
Ref. Std. BS 3900: Part D5 (1980); entspricht in technischer Hinsicht ISO 7668 ersetzt BS 1615:1972. Unter 45° entsprechen die Abmessungen von Quellbild und Rezeptorblende den Abmessungen unter 60°. Es werden ebenfalls Quadrate empfohlen, deren Seiten den kürzeren Seiten der Rechtecke entsprechen. Alternativ wird die Gesamtreflexion in einem 45°-Prisma als Referenz verwendet. Das Quellbild und die Rezeptorblende sind dann kreisförmig und weisen beide eine scheinbare Größe von 3,44° ± 0,23° auf (1,5 mm ± 0,1 mm bei einer Brennweite von 25,4 mm).
IS0 7668 1986
Eloxiertes Aluminium und eloxierte Aluminiumlegierungen -– Messung der Glanzreflexion und des Spiegelglanzes bei Winkeln von 20°, 45°, 60° oder 85°.
IS0 5190
Anodisieren von Aluminium und Aluminiumlegierungen – Beurteilung eines einheitlichen Erscheinungsbildes von anodisch behandelten architektonischen Oberflächen – Bestimmung von diffuser Reflexion und Spiegelglanz
ECCA T2 (European Coil Coating Association)
Spiegelglanz unter 60°
Papier
DIN 54502 1992
Prüfung von Papier und Pappe; Reflektometer als Hilfsmittel zur Glanzbeurteilung an Papier und Pappe
ASTM D1223 1998
Prüfmethode für Spiegelglanz von Papier und Pappe unter 75°.
Ungewöhnliche Geometrie des konvergierenden Strahls. Spezifiziert den Hauptstandard als schwarzes Glas mit einem Brechungsindex von 1,540, nicht 1,567, an der Natrium-D-Linie mit einem definierten Glanzwert von 100.
ASTM D1834 1995
Prüfmethode für Spiegelglanz von Wachspapier unter 20°
Eine weitere ungewöhnliche Geometrie des konvergierenden Strahls, abweichend von der vorherigen.
TAPPI T480 OM-90 1990 (USA)
Spiegelglanz von Papier und Pappe unter 75°
Derselbe Text wie in ASTM D 1223
TAPPI 653 1990
Spiegelglanz von Wachspapier und Pappe unter 20°
Vermutlich derselbe Text wie in ASTM D 1834
JIS – Z8142 1993 (Japan)
Prüfmethode für Spiegelglanz unter 75°
Möbel
BS 3962: Part 1 1980
Prüfmethoden für Holzmöbel-Oberflächen – Beurteilung der Blendung bei flachem Winkel durch Spiegelglanzmessung unter 85°
Ähnlich zu ISO 2813: 1978
Fußbodenpolitur
ASTM D1455 1987
Prüfmethode für Spiegelglanz von Fußbodenpolitur-Emulsion unter 60°
Ref. std ASTM D 523
Keramik
ASTM C346 1987
Prüfmethode für Spiegelglanz von keramischen Stoffen unter 45°
Ref. std ASTM D 523
ASTM C584 1981
Prüfmethode für Spiegelglanz von glasierter Feinkeramik und verwandten Produkten unter 60°
Ref. std ASTM D 523 {Sheen}
Textilwaren
BS 3424: Method 31: Part 28 1993
Prüfung von beschichtetem Gewebe – Bestimmung des Glanzwertes